










Industrial Refrigeration Products


A comprehensive range of refrigeration equipment and components designed for cold storage and industrial cooling applications.

Get in touch
Hengliang Cooling - Your Reliable Manufacturer and Supplier of Cold Rooms, Ripening Chamber and Chillers for Over 20 Years
Industrial Refrigeration Products
Industrial refrigeration products refer to the core equipment and components used to build temperature-controlled storage and cooling systems across food, agriculture, pharmaceutical, and industrial applications. Rather than complete project delivery, these products form the physical and mechanical foundation of refrigeration systems, supporting both cold storage facilities and process cooling environments.
This page provides an overview of industrial refrigeration product categories, their functional roles, and how they are combined to support reliable refrigeration system performance.
Understanding Industrial Refrigeration Product Systems
Industrial refrigeration systems are not single machines but assemblies of multiple products working together. Each product category performs a specific function within the refrigeration cycle, enclosure structure, or control framework.
Industrial refrigeration products generally fall into three functional layers:
Structural and Insulation Components – forming the controlled environment
Refrigeration Equipment – generating and transferring cooling capacity
Control and Auxiliary Components – ensuring stable and safe operation
By selecting compatible products across these layers, refrigeration systems can be configured for different temperature ranges, storage volumes, and operational conditions.
Core Categories of Industrial Refrigeration Products
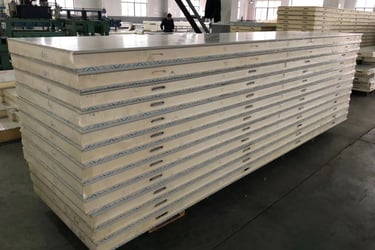
Cold Room Panels and Insulation Systems
Cold room panels are the primary structural elements of temperature-controlled rooms. They provide thermal insulation, structural stability, and airtight sealing, directly affecting energy efficiency and temperature consistency.
Industrial cold room panels are typically designed with rigid insulation cores and modular connections, allowing flexible room dimensions and layouts. Panel thickness, surface materials, and joint systems are selected based on target temperature ranges, humidity conditions, and hygiene requirements.
These products are widely used in chilled storage, frozen storage, ripening rooms, and pharmaceutical cold rooms.
Cold Room Doors and Access Components
Cold room doors enable controlled access to refrigerated spaces while minimizing temperature loss. Different door types are used depending on application requirements, traffic frequency, and room size.
Industrial refrigeration door products may include hinged doors, sliding doors, and specialized access solutions for low-temperature environments. Proper door sealing and hardware integration are critical for maintaining internal conditions and reducing energy consumption.
Refrigeration Units and Condensing Units
Refrigeration units are responsible for generating cooling capacity within the system. They typically integrate compressors, condensers, and related components into packaged or semi-packaged configurations.
Industrial refrigeration units are selected based on cooling load calculations, ambient conditions, and system layout. Both air-cooled and water-cooled configurations are commonly used, depending on site infrastructure and operational preferences.
These units serve as the mechanical core of cold storage rooms, ripening facilities, and industrial cooling applications.
Compressors and Evaporators
Compressors and evaporators are key components within the refrigeration cycle. Compressors drive refrigerant circulation, while evaporators transfer cooling energy into the controlled space.
Industrial refrigeration compressors are available in different capacities and configurations to support continuous operation and stable performance. Evaporators are selected based on airflow requirements, temperature differentials, and product sensitivity.
Together, these products determine system efficiency, cooling stability, and long-term reliability.
Control Systems and Refrigeration Accessories
Control systems regulate temperature, defrost cycles, humidity, and operational safety. Sensors, controllers, valves, and electrical components ensure coordinated system performance across all refrigeration products.
Industrial refrigeration accessories support system integration, maintenance, and monitoring, allowing refrigeration equipment to operate consistently under varying load conditions.
Application Scenarios for Industrial Refrigeration Products
Industrial refrigeration products are used across a wide range of applications, including:
Chilled and frozen food storage facilities
Fruit ripening and maturation environments
Food processing and quick-freezing operations
Pharmaceutical and medical cold storage
Industrial process cooling and manufacturing support
In each scenario, product selection is driven by temperature range, storage volume, operational continuity, and regulatory requirements.
Product Compatibility and System Integration
While individual refrigeration products can be evaluated independently, their performance is ultimately determined by how well they integrate within a complete system.
Proper matching of panels, refrigeration units, compressors, evaporators, and control components ensures:
Stable temperature control
Reduced energy consumption
Long-term operational reliability
Easier maintenance and system scalability
In practice, manufacturers such as hengliang cooling support system-level compatibility by designing product ranges intended to work together across different refrigeration configurations.
Relationship Between Products and Refrigeration Solutions
It is important to distinguish between industrial refrigeration products and refrigeration solutions.
Products refer to individual equipment and components
Solutions refer to complete system design, layout planning, and project execution
This page focuses on the product layer, while complete system applications are addressed through dedicated solution-oriented pages such as cold room systems, ripening room systems, and industrial chiller solutions.
Selecting Industrial Refrigeration Products
When selecting industrial refrigeration products, key considerations typically include:
Target temperature range and stability requirements
Storage volume and room configuration
Energy efficiency and operational cost
Compatibility with existing systems
Maintenance and service accessibility
Understanding product roles and interactions helps ensure that refrigeration systems are designed for long-term performance rather than short-term capacity alone.
Discuss Product Configuration and System Compatibility
Industrial refrigeration products form the foundation of reliable cold storage and cooling systems. Selecting the right combination of components is essential for achieving stable operation and scalable performance.
For guidance on product configuration, compatibility, and application matching, it is recommended to consult experienced refrigeration engineers who understand both product-level details and system-level requirements
HENGLIANG COOLING
We design, manufacture, and deliver integrated refrigeration solutions, including cold rooms, ripening room systems, and industrial chillers for global commercial and industrial applications.
SERVICES
Request a Customized Solution
© 2002-2026. All rights reserved.
Address
Xiamen, Fujian, China
Contacts
+86 18350573206
alan@xhllq.com